压缩空气管道安装,这样做不但合规还更节能!
2017-07-25 09:45:32 来源:中国空压机网 文字大小:大 中 小 打印
压缩空气管道安装标准和气动设备工程安装验收标准参照GB5038-2006 一般规定管子与管子,管子与设备连接不得进行强力对口。
压缩空气碳素钢管道涂漆前应清除其表面的铁锈、焊 渣、毛刺、油和水等污物,试压前焊缝不得涂漆 管道焊接 压缩空气碳素钢管对接焊缝应采用氩弧焊接或氩弧焊 打底,电弧填充。
压缩空气碳素钢管道对接焊缝外观质量不允许有裂 纹、气孔、夹渣、溶合性飞溅和未焊透:咬边深度小 于0.5mm,且焊缝两侧的总长度小于焊缝全长的10%, 焊缝与高小于或等于1+0.1b(b 为焊缝宽度) ,且不大 于3mm。
管道制作 管子切断、管子坡口应采用机械加工方法。切口端面应平整,端面应与管子轴线垂直,允许偏差为管子直 径的1%且不应大于2.0mm 。管子焊接坡口形式、尺 寸应符合焊接作业指导书的规定,坡口加工完应将铁 屑、毛刺等清除干净。
一、管子制弯应符合下列规定:
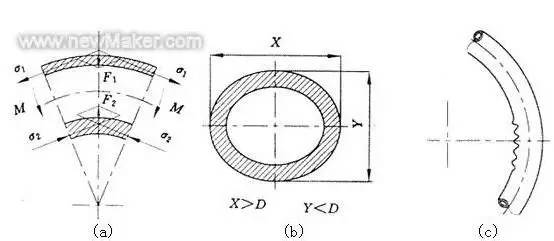
1、 弯管宜采用冷弯,弯管的最小弯曲半径不应小于管子外径的3 倍;采用冲压弯头时,弯曲半径不就小 于管子外径的1 倍。
2、 管子弯制后的最大外径与最小外径之差不应超过 管径的8%。
3、 管子弯曲部位不宜有皱纹、起皮等缺陷。
4、 管道螺纹加工应符合设计技术文件的规定。螺纹加工完成后,表面应无裂纹、凹陷、毛刺等缺陷。有 轻微机械损伤或断面不完整的螺纹,全长累计不应大 于1/3 圈,螺纹牙高减少不应大于其高度的1/5。

二、压缩空气碳素钢管道的敷设应符合下列规定:
1、 管道走向应符合设计技术文件要求,水平管道平直度允许偏差为2/1000,且不大于30mm;立管垂直 度允许偏差为3/1000,且不大于20mm;按设计技术 文件规定的坐标位置和标高尺寸安装管道,坐标位置允许偏差为15mm,标高允许偏差为±15mm。
2、 管子外壁与相邻管道、管件边缘的距离不应小于10mm,同排管道上的法兰或活接头应相互错开不小于100mm:穿墙管道应加套管,其接头位置与墙面的距 离宜大于800mm。
3、 压缩空气碳素钢管道的坡度应符合技术文件规 定, 无规定时, 倾斜坡度就为12.5/1000~25/1000,
4、 法兰连接应管与管道同心, 连接螺栓应自由穿入,两法兰对接面应平行,平行度允许偏差应不大于法兰 直径的1.5/1000。
5、 管支架和管卡安装应符合下列规定:
①支架安装位置正确,固定牢固,管子与管卡接触 紧密,管道支架和管卡处不应有管子的焊缝。
②管支架间距直管部分应符合规定,弯曲部分应在起弯点附近增设支架。
③管支架之间不应直接接触。
6、 软管安装应符合下列规定:
①外径大于30mm 的软管, 最小弯曲半径不小于管 外径的7 倍。
②软管不得有扭曲变形。
③软管与软管之间、软管同其它物体之间不得摩 擦。软管距热源近时,必须有隔热措施。
7、 管道涂漆厚度、遍数应符合设计技术要求。涂层应均匀,着色一致,无漏涂、流淌、气泡等缺陷。 管道吹扫 压缩空气碳素钢管道必须按工艺进行敲打、吹扫。吹 扫后管道内壁应符合设计技术文件规定,未规定时应 无铁锈、氧化铁皮及其它异物。
气动管道系统压力试验气动管道系统的压力试验应符合设计技术文件规定,试验压力应为工作压力的1. 5 倍:在试验压力下,稳 压10 分钟,将试验压力降至工作压力,进行系统检查, 管道焊接缝及连接处应无泄漏、管道无永久变形。
压缩空气管道安装程序:材料进场——材料检验——支架制作——支架安装——管材下料——坡口加工——焊接或螺纹加工——配 件组装——地面组装——就位——连接——固定—— 吹扫、试验设施准备—吹扫—强度试验—严密性试验 ——泄压——防腐施工—正试通气。
压缩空气管道安装要求 压缩空气管道可采用焊接钢管或无缝钢管 管道弯头应尽时采用煨制弯头,其弯曲半径不应小于 公称直径3 倍椭圆度不应大于8%。 管道经切割、钻孔与焊接完毕后,管内应清理干净, 不允许留有金属熔渣,残余物及其他脏物。
管道系统中所有支、吊架安装应牢固、位置正确,无歪斜,松动现象。 竖直安装的管道应垂直,长度在4m 以上时允许偏差12mm,在4m 以内时允许偏差4mm 水平安装的管道应有一定的坡度,其坡度偏差不得超过±0.0005.管道安装完毕应用压缩空气吹洗,除去管内脏物。 管道外表面一般先涂刷1-2 遍防锈漆,再涂刷一遍浅兰色调合面漆,埋地管道应刷沥青漆。 下料、根据图纸尺寸决定实际安装管段长度,并在材 料中按安装长度截取管段,称为下料。
图纸中一般都不标注安装长度,而只给定了部件、转点、支架定位用的相对尺寸,所以只能根据图纸尺寸 计算出下料长度。 螺纹连接的管段下料长度、图纸尺寸减去配件中必须 有管道部分的长度,也可以按管道在两配件连缘间的长度加上螺纹的工作长度来计算。
焊接管段下料长度、图纸尺寸减去配件长度和焊缝间 隙,必要时再加上焊缝收量。 法兰连接的管段下料长度,图纸尺寸减去法兰厚度, 如一端法兰,则应减去法兰厚度的1/2. 为取得安装管段,用锯、氧-乙炔焰切割、机械切割等 方法,在管材上截取,安装管段的管口必须平整,无毛刺等缺陷,如有缺陷,应用锉刀、管口刮刀及砂轮 等工具进行修整。 螺纹加工,螺纹连接的管段螺纹加工可以用手工和机 械加工两种方法。
手工螺纹加工是用管子铰板在管子上加工出螺纹,机械加工通常用套丝机进行, 当管径较大或螺纹较长时, 可以用车床加工。 加工好的螺纹应当有必要的工作长度和螺纹尾长度为1-2扣螺纹。 管螺纹必须完整、光滑、不得有毛刺和乱丝,断丝和 缺丝的总长度不得超过螺纹总长的10%,并在纵方向上不得有断缺处相靠。
坡口加工、焊接管道在取得安装管段之后,应根据管 壁厚度、管径大小,决定是否开坡口或坡口尺寸,管 壁厚度大于3mm 时, 就应开坡口, 当管道需要双面焊 时,应开双面坡口,当焊缝质量要求高时,坡口应用 机械加工,无特殊要求时,可用氧-乙炔焰切割坡口。
螺纹连接,螺纹连接时,螺纹间应加上适当的密封填 料,如聚四氟-乙烯密封带等材料,聚四氟-乙烯密封 过去常用的麻丝、 铅油密封已逐步被聚四氟-乙烯密封 所取代,聚四氟乙烯密封带能抵抗各种介质腐蚀,经得起70MPa 的压力,工作温度在—180~260℃之间, 拧紧管螺纹要选用合适的管子钳,管螺纹拧紧后,螺纹应外露1-2 扣螺纹,若外露螺纹过少,或到最后仍 感不紧时,应重新加工管螺纹。
上一篇: 即将被淘汰的经销商,空压机行业还有不少!
下一篇:没有了
最新评论(中国空压机网提倡文明上网,评论仅是个人看法,并不代表同意其观点!)